

















數(shù)控車床車削一些特殊零件時(shí),必須用“軟爪”夾緊。這些“軟爪”在使用前需要進(jìn)行適當(dāng)?shù)募庸ぃ构ぜM足更高的精度要求。例如,用于車削薄壁零件的夾爪或夾緊彈簧。因?yàn)殂Q口越接近被夾緊零件的形狀,零件被夾緊的表面積就越大,零件被壓壞或變形的可能性就越小。
以下“軟爪”的加工方法適用于大多數(shù)零件。
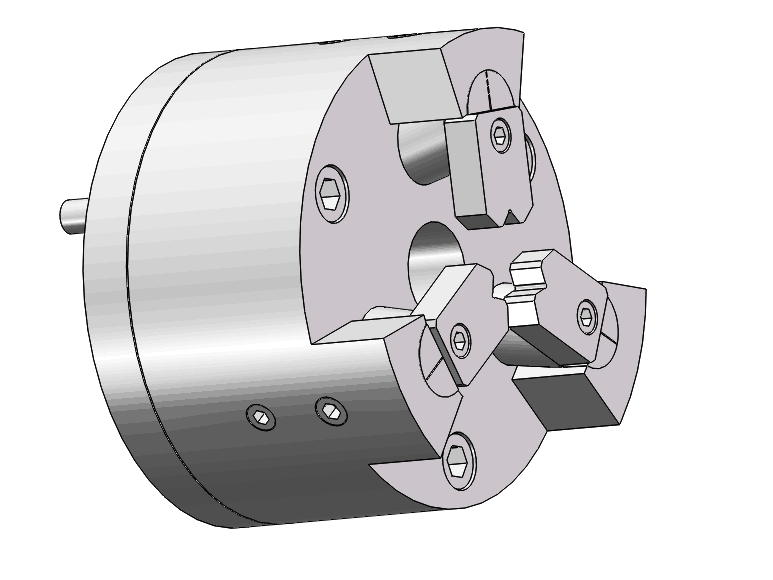
首先,選擇最適合工件的卡盤爪。在安裝過(guò)程中,夾爪上的數(shù)字應(yīng)與卡盤上的數(shù)字相對(duì)應(yīng)。這樣,可以確保鉗口的原始安裝位置和加工位置,并且可以保持最高的夾緊精度。
如果這些爪已經(jīng)加工過(guò)但沒(méi)有編號(hào),那么在使用時(shí)應(yīng)通過(guò)檢測(cè)千分表來(lái)確定它們的位置。這些卡爪安裝在卡盤上后,用百分表測(cè)量每個(gè)卡爪的夾緊面,就能很快找出錯(cuò)誤的卡爪。當(dāng)每個(gè)鉗口都處于正確位置時(shí),將其牢牢固定。值得注意的是,在完成這一系列操作對(duì)每個(gè)鉗口進(jìn)行定位后,鉗口要及時(shí)標(biāo)上與卡盤相對(duì)應(yīng)的編號(hào),避免以后重復(fù)上述過(guò)程。
為了識(shí)別每個(gè)顎,數(shù)字不是必要的。根據(jù)卡盤上每個(gè)夾爪的位置,可以用中心沖頭簡(jiǎn)單地沖出一個(gè)、兩個(gè)或三個(gè)凹坑。但是這些凹坑應(yīng)該做在鉗口的端面上,裝卡盤后容易看到的地方,不應(yīng)該在裝卡盤的狀態(tài)下做這些標(biāo)記。
車削或鏜削鉗夾的夾緊面。
如果零件的外徑被夾緊,則必須在夾爪的夾緊面上鉆孔。相反,如果零件的內(nèi)徑被夾緊,則應(yīng)轉(zhuǎn)動(dòng)夾爪的外夾緊面。在任何情況下,當(dāng)加工夾爪的夾緊和定位表面時(shí),夾爪必須被緊緊地夾住。為了緊緊地夾住鉗口,需要一塊材料,它應(yīng)該滿足鉗口的最小直徑要求。如果你找不到合適的尺寸,你需要特殊處理(注意:大多數(shù)卡環(huán)都有一套用于此目的的銷)。
鏜鉗口時(shí),如果需要軸向車削定位面,所選的鏜桿和刀片應(yīng)能在孔底加工出一個(gè)空的刀槽。這樣,當(dāng)零件插入鉗口時(shí),端面將被定位面準(zhǔn)確定位,不會(huì)發(fā)生干涉。加工前,一定要檢查刀具的中心高度是否正確。刀具安裝好后,將其放入工作位置,開(kāi)始切第一刀。注意此時(shí)X軸和Z軸的數(shù)值。如果機(jī)床的測(cè)量系統(tǒng)允許,也可以將X坐標(biāo)和Z坐標(biāo)設(shè)置為零,從而簡(jiǎn)化加工過(guò)程中監(jiān)控刀尖位置和加工直徑的工作。
以鏜鉗口內(nèi)孔為例,鉗口要求在距鉗口端面12.7mm處加工一個(gè)軸向定位面。鏜孔過(guò)程中,每次孔深12.573毫米時(shí),刀具進(jìn)給將停止,刀具進(jìn)給將在Z軸方向重復(fù),精鏜過(guò)程中留有0.127毫米的余量,精鏜刀具刀尖的X軸和Z軸起始位置將重新核定,粗鏜時(shí)刀具進(jìn)給將達(dá)到12.573毫米的原始深度。達(dá)到這個(gè)深度時(shí),沿X軸方向進(jìn)給鉆出的孔直徑“略大”,應(yīng)等于或接近鏜刀刀尖圓弧半徑的2倍。這樣,端面接合處的空刀具槽被加工和定位。
達(dá)到空刀槽直徑(理想孔徑+2×刀尖圓弧半徑)后,沿Z軸方向緩慢進(jìn)給,最終達(dá)到12.7 mm深度,然后沿主軸中心沿X軸進(jìn)給,直到定位平面轉(zhuǎn)平(注意不要傷到刀具背面的加工面)。然后,測(cè)量直徑和軸向定位面位置,以驗(yàn)證尺寸。滿意后,松開(kāi)鉗口(或夾緊彈簧)取下轉(zhuǎn)環(huán)(或銷),去除加工表面的毛刺,以防止夾緊零件時(shí)發(fā)生干涉。然后,夾緊工件,當(dāng)夾緊軸平行于主軸軸時(shí),用千分表測(cè)量零件在夾爪上的位置。
夾緊工件時(shí),觀察抓取和定位過(guò)程。夾爪閉合后,檢查刀槽是否能使工件在兩個(gè)方向上與夾爪緊密貼合。夾爪閉合后,檢查刀槽是否能使工件在兩個(gè)方向上與夾爪緊密貼合。
鉗口夾緊面的特殊要求
在轉(zhuǎn)動(dòng)這種卡盤爪(或卡簧爪)的夾緊直徑時(shí),控制夾緊直徑的精度非常重要。如果尺寸太大,夾緊的接觸面積會(huì)減少。這可能導(dǎo)致每個(gè)夾爪和零件之間只有一次“線”接觸。線接觸降低了夾緊能力,零件在加工過(guò)程中可能會(huì)移動(dòng),導(dǎo)致零件變形或刀具破損。
對(duì)于特殊應(yīng)用,可以通過(guò)控制車床的直徑來(lái)控制接觸面積,以適應(yīng)特殊零件的形狀和材料。如果要夾緊薄壁管件的外徑,應(yīng)避免用鉗口的局部表面夾緊。因此,鉗口的內(nèi)徑必須與工件的外徑“匹配”。方法是在鉗口車削后更換另一個(gè)車削環(huán),其內(nèi)徑略小于第一個(gè)。再次精車加工好的內(nèi)孔,只車削少量材料。實(shí)際上,只有每個(gè)鉗口的中心部分被移除,而原來(lái)的夾緊表面保留在鉗口的邊緣。
數(shù)控車床操作人員必須掌握不同的機(jī)床夾緊和工件定位方法,以適應(yīng)各種零件的不同形狀和切削條件。這需要經(jīng)驗(yàn),而獲得經(jīng)驗(yàn)的唯一途徑就是多提問(wèn),從別人的經(jīng)驗(yàn)中獲得真知灼見(jiàn)。
更多資訊
2022-11-26
2022-11-26
2022-11-14
2022-10-30
2022-10-20
2022-08-30







 15653996966
15653996966